关键词 |
嘉兴螺旋钻杆,螺旋钻杆安全,螺旋钻杆实力工厂,螺旋钻杆生产厂家 |
面向地区 |
全国 |
产地 |
山东 |
适用范围 |
矿山 |
发货期限 |
30天 |
加工定制 |
是 |
新旧程度 |
全新 |
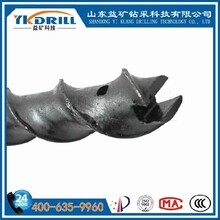
螺旋钻杆与钻头配套使用时,通常情况下钻头应大于钻杆直径,在钻进过程中应时刻注意钻机和钻杆的状况。如出现卡钻、抱死等现象,应立即停钻或回钻后缓慢钻进钻杆不弯曲变形。
配套螺旋钻杆的钻头一般都是硬质合金钻头类型,根据钻探需要也有选配金刚石钻头的。螺旋钻杆主要采用冷装、热装、摩擦焊接等工艺,其中冷装工艺是指杆体两端内孔预先加工好内四方孔,然后一端将方钢穿入预先加工好的内四方孔进行钻焊点孔和销子孔进行固定,适用于所有螺旋钻杆,热装工艺是指杆体一端预先加工好内四方孔,另一端为将杆体加热后,方钢安装在夹具上将方钢直接压装在杆体内部,然后钻销孔压销子电焊,适用于F18、F24、F32。摩擦焊工艺可以适用于所有螺旋钻杆,当前,随着工艺的逐步提升,在螺旋钻杆中,摩擦焊工艺将逐步替代现有的冷装、热装工艺。
螺旋钻杆在通风或通水时,钻进时应确定钻杆为紧密连接。钻杆有密封件时,如O型密封圈等要注意密封件的使用情况,在出现破损、腐蚀等现象时,要及时更换密封件。钻进完成后,对密封件做保养清理工作。
螺旋钻杆钻进时应手动正确连接,紧密配合,不可用钻机直接上钻,防止对钻杆造成损害。