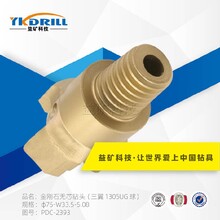
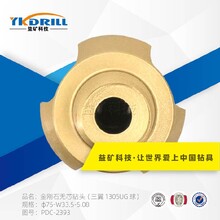
硬质合金钻头:岩心钻探所使用的一种钻头。钢质的圆筒状钻头体上因镶焊有碳化钨的硬质合金切削具而得名。硬质合金切削具的形状和其在钻头上镶焊的数量,排列方式、镶焊角度的不同,称为底出刃、内出刃和外出刃,以有通水和排粉的间隙。
钻头体的上部是丝扣连接岩心管,钻头体侧部开有水槽,底部唇面上亦开有水口。
水槽和水口都是冲洗液的流通,达到排除岩粉和冷却钻头的作用。钻进粘土层和页岩地层时为了加大间隙,在硬合金钻头的内外侧壁焊上肋骨,称肋骨式钻头。在研磨性高的硬地层可以使用针状硬质合金自磨式钻头。一般硬合金钻头钻进岩石可钻性为Ⅱ一Ⅶ级的地层;针状硬质合金钻头可钻进Ⅵ一Ⅷ级岩石。
硬质合金钻头的优点:
1.能适合较复杂材质的钻孔,可选择较高的切削速度。
2.精选合金钻头的合金刀片,有效减少崩刀,保持良好的耐磨性。
3.多层几何切削端刃,提高排泄性能,保持较小的切削阻力。
4.除常用的直角柄外,备有多种柄型,适合多种钻机,钻床配用。
硬质合金钻头的缺点:
硬质合金钻头的优点可以钻较硬的材料,缺点是要磨得好,磨得不好容易崩刃 的,两主切削刃高低、角度等同,要使用磨钻头机。

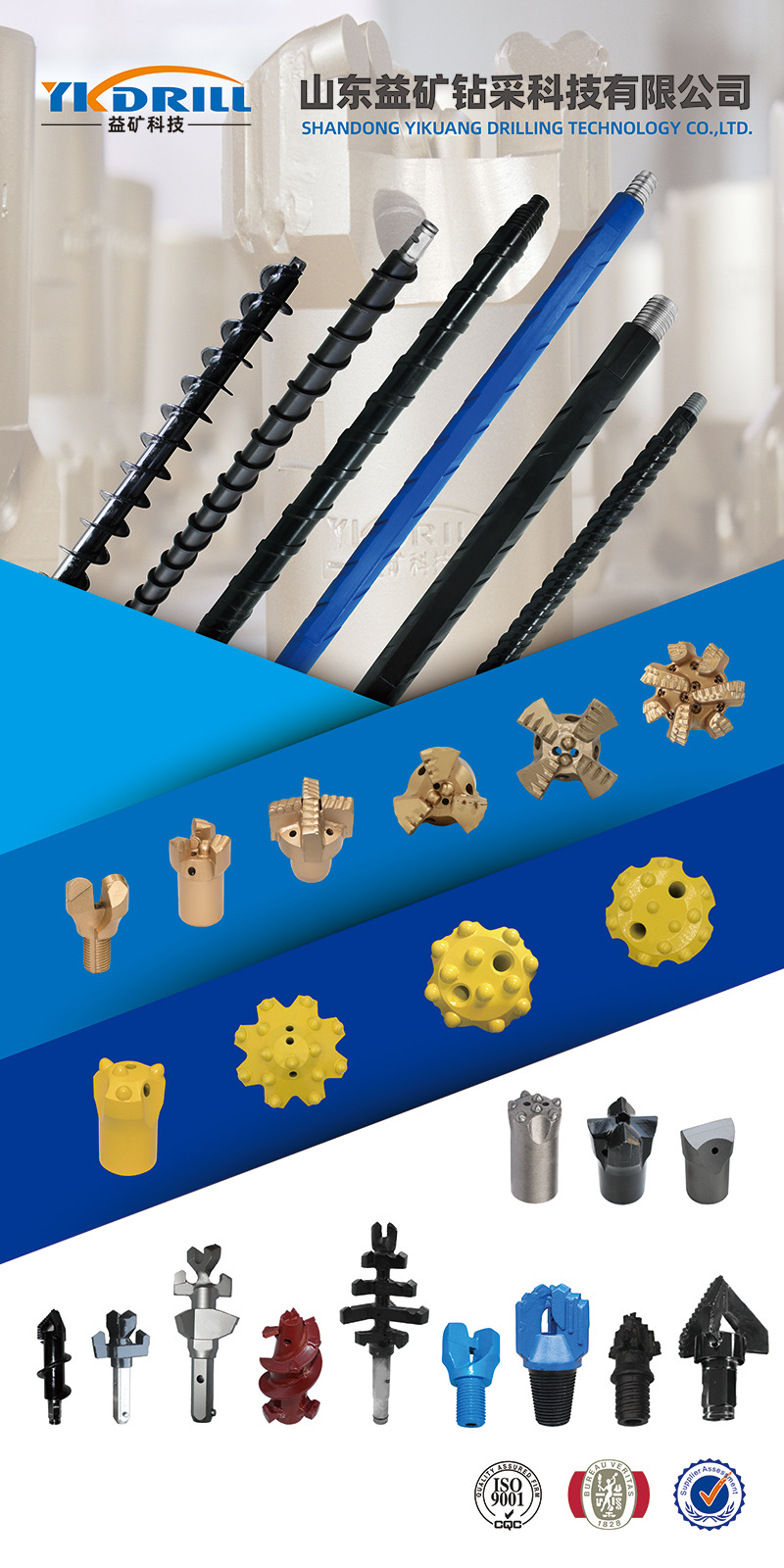
什么是焊接式硬质合金钻头:
焊接式硬质合金钻头是在钢制钻体上平稳焊接一个硬质合金齿冠制成。这种钻头采用自定心几何刃型,切削力小,对年夜年夜都工件材料均可实现精采的切屑节制,加工出的孔概况光洁度好,尺寸精度和定位精度都很高,不必再进行后续精加工。该钻头采用内冷却体例,可用于加工中心、CNC车床或其它高刚性、高转速机床。

硬质合金可转位刀片钻头
安装硬质合金可转位刀片的钻头可加工孔径范围很广,加工深度范围为2D~5D(D为孔径),可应用于车床和其它旋转加工机床。
焊接式硬质合金钻头
焊接式硬质合金钻头是在钢制钻体上牢固焊接一个硬质合金齿冠制成。这种钻头采用自定心几何刃型,切削力小,对大多数工件材料均可实现良好的切屑控制,加工出的孔表面光洁度 好,尺寸精度和定位精度都很高,不必再进行后续精加工。该钻头采用内冷却方式,可用于 加工中心、CNC车床或其它高刚性、高转速机床。