加工孔内雾化灭尘降温装置供应商-除尘降温系统





- 面议
- 2024-11-01 14:57:20
- 山东
- 是
- 矿用孔内雾化灭尘降温系统
- 郭华 17658253975
- 山东益矿钻采科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
(17)内装设单向阀(13),通风管(15),压风腔(16),雾化发生器(21),通水管(22),雾化发生器(21)通过雾化管(20)连通由压风腔(16)输出的压风管(19),
矿用自动喷雾降尘系统通常包括以下几个关键部分:
1. 传感器:用于实时监测空气中的粉尘浓度。当粉尘浓度超过预设的安全阈值时,传感器会触发喷雾系统启动。
2. 控制系统:接收传感器的信号,并根据预设的程序来控制喷雾系统的运行。控制系统可以确保在需要降尘时及时启动喷雾,并在粉尘浓度降低到安全水平后自动关闭喷雾。
3. 喷雾装置:包括喷嘴和供水系统。喷嘴能够将水雾化成微小的水滴,这些水滴在空气中悬浮并与粉尘颗粒结合,从而增加粉尘的重量并使其沉降到地面。供水系统则确保喷嘴有稳定的水源供应。
4. 电源和动力系统:为整个系统提供电力和动力支持,确保系统的稳定运行。
矿山作为支撑国家经济发展的重要基石,其开采过程中的安全问题一直是业界关注的焦点。特别是在矿井内部,粉尘和高温两大难题长期困扰着采矿作业的顺利进行。为此,山东益矿钻采科技有限公司经过深入研究,成功研发出矿用孔内雾化灭尘降温系统,为矿山安全生产保驾。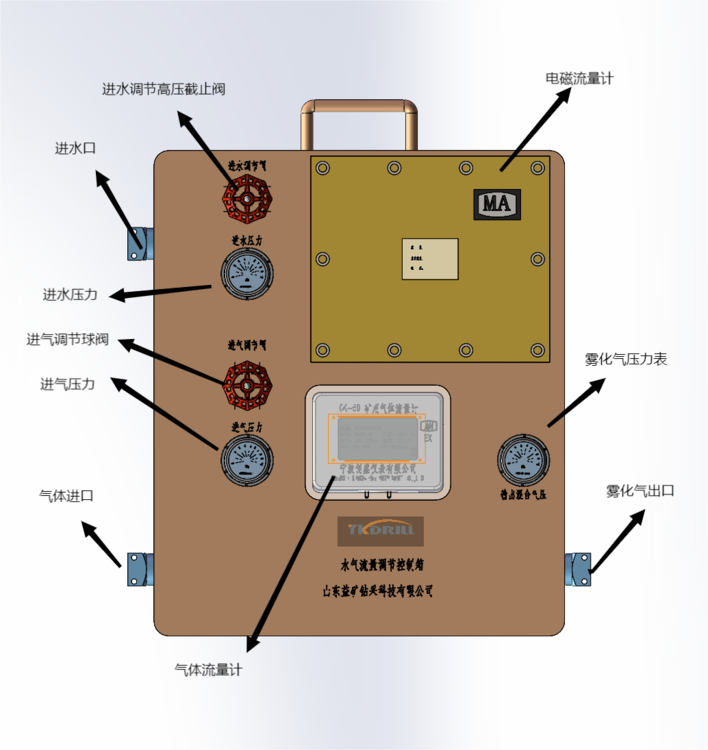
该系统的核心技术在于其的雾化装置。通过特制的喷嘴,系统能够将水分子细化到微米级别,形成的水雾颗粒与空气中的粉尘颗粒大小相近,从而通过吸附、凝并、沉降等过程,实现除尘。这种雾化技术不仅用水量小,而且覆盖范围广,能够确保矿井内的每一个角落都能得到有效处理。
值得一提的是,山东益矿钻采科技有限公司在研发矿用孔内雾化灭尘降温系统的过程中,始终坚持以人为本、科技创新的原则。公司不仅注重产品的性能和质量,还致力于提高系统的节能环保性能,为推动矿业的绿色可持续发展贡献力量。
该系统的智能化控制也是其一大亮点。通过配备的传感器和控制系统,系统能够实时监测矿井内的粉尘浓度和温度变化,并根据实际情况自动调整雾化水雾的释放量和范围。这种智能化管理不仅确保了系统的运行,还能避免因手动操作不当而带来的安全隐患。
- 矿用孔内雾化灭尘降温系统
- 通风及除尘设备
- 郭华
- 山东
- 是
- 全新
- 深孔钻机
- 汽油
- 50mm



