上海烧结体地质钻杆生产厂家 探水探瓦斯


- ¥100.00
- 2025-01-08 04:24:53
- 地质钻杆
- 山东聊城
- 郭华 17658253975
- 山东益矿钻采科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
产品工艺
螺旋钻杆主要采用冷装、热装、摩擦焊接等工艺,其中冷装工艺是指杆体两端内孔预先加工好内四方孔,然后一端将方钢穿入预先加工好的内四方孔进行钻焊点孔和销子孔进行固定,适用于所有螺旋钻杆,热装工艺是指杆体一端预先加工好内四方孔,另一端为将杆体加热后,方钢安装在夹具上将方钢直接压装在杆体内部,然后钻销孔压销子电焊,适用于F18、F24、F32。摩擦焊工艺可以适用于所有螺旋钻杆,当前,随着工艺的逐步提升,在螺旋钻杆中,摩擦焊工艺将逐步替代现有的冷装、热装工艺。
螺旋钻杆应用领域:广泛应用于煤层及近煤层地质条件下的钻探、煤矿的探水和瓦斯排放钻孔施工,也可应用于物探和水利建设工程的锚固、钻探施工等领域。产品优势
螺旋钻杆杆体采用高压无缝钢管,钻杆接头采用42CrmoA合金结构钢,经真空调质处理,与钻杆杆体采用的高压过盈装配工艺焊接和摩擦焊焊接工艺,螺旋叶片采用高耐磨T型钢带,经预应力缠绕,全自动焊接设备焊接而成。本系列产品采用四方或六方的快速连接方式,使用时由弹簧销自动锁合,并配备U型销或半圆型防脱销,使钻杆的扭矩和钻孔深度达到状态。
产品使用案例
当前,我公司生产的异型多棱刻槽钻杆成功解决了高瓦斯松软煤层的深孔钻探问题,目前已在龙煤鸡西矿业集团公司(滴道煤矿、城子河煤矿、杏花煤矿)、辽宁铁法煤业集团公司(大平煤矿、大兴煤矿、晓南煤矿)、阳煤集团公司(新元煤矿)、潞安集团公司(余吾煤矿)、晋煤集团公司(坪上煤矿、端氏煤矿)、得到广泛应用,并得到了各个矿业集团公司、煤矿一线使用单位的一致好评。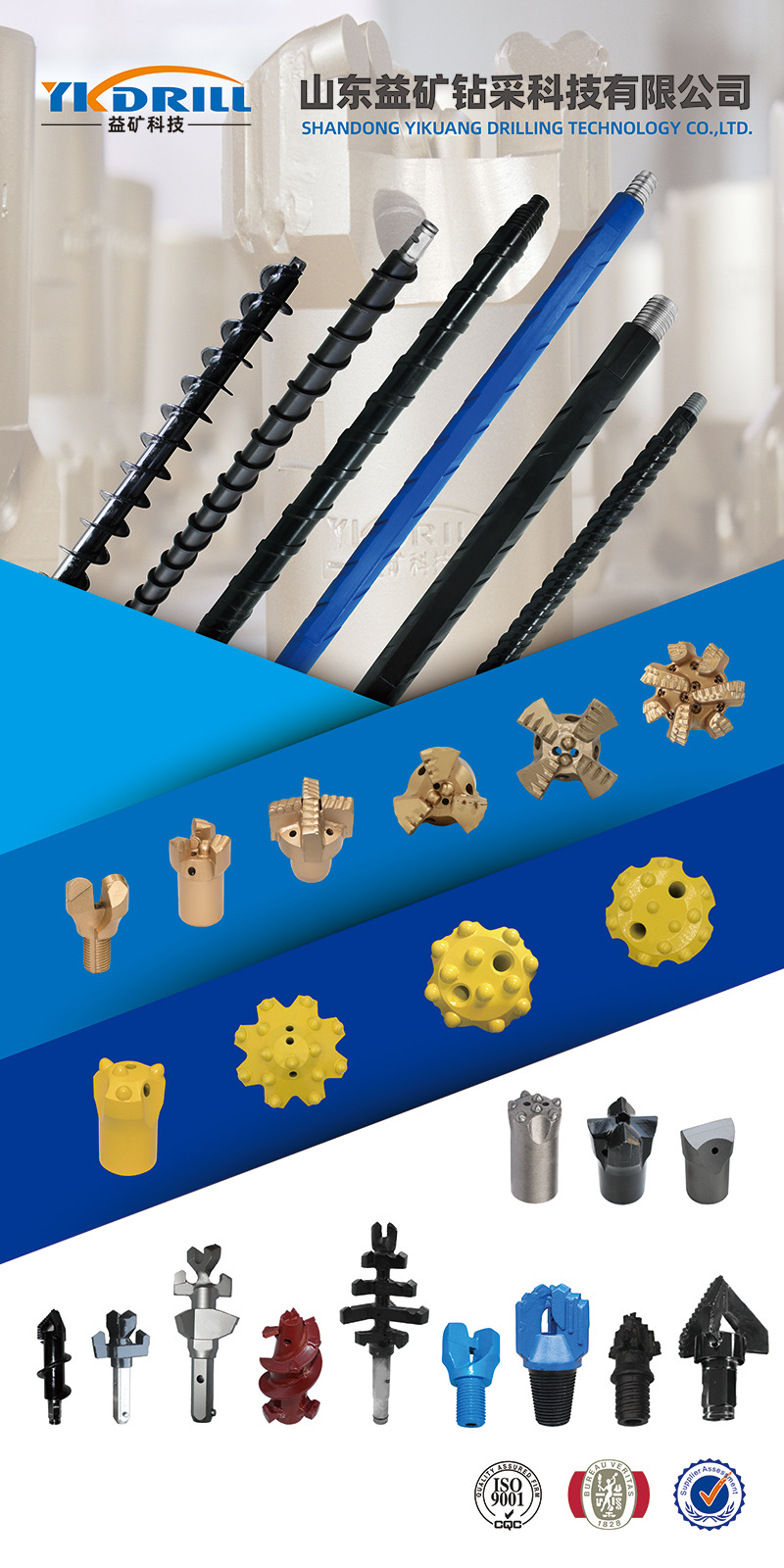
地质螺旋钻杆是在地质钻杆高扭矩性能的基础上,添加螺旋叶片,提高排渣性能、深孔深度。
产品扣型
连接形式: 螺纹连接型、四方连接型、六方连接型
平扣: Φ34.0, Φ42.0, Φ50.0 (drill pipe diameter钻杆直径)
锥扣: Φ63.5, Φ73.0, Φ89.0 (drill pipe diameter钻杆直径)
四方连接型: F24、F.26、F30、F32
六方连接型: B34、B35、B41、B45、B55、B41-B42.5、B48-B49
- 益矿
- 地质钻杆
- 水井钻机
- 山东聊城
- 郭华



